下载
下载
 会员中心
会员中心
-


在线留言
发送您的问题或需求,我们将尽快与您取得联系!
×
-

什么是
MIG/MAG焊接?
MIG/MAG 焊接:高速焊接工艺
MIG/MAG 焊即熔化极气体保护焊。基于所用保护气体的不同,分为,由此将熔化极惰性气体保护焊(MIG)和熔化极活性气体保护焊(MAG)区分开来。MIG/MAG 焊是目前最常用的焊接工艺,尤其适用于较高的焊接速度。它可用于手工、自动化和机器人焊接。
-
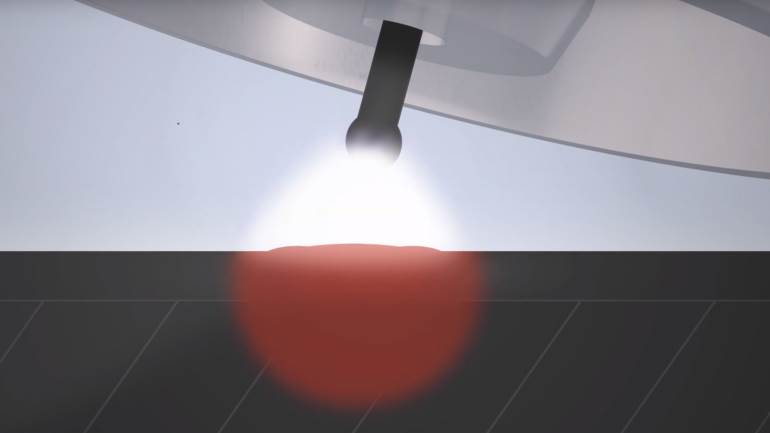


MIG/MAG焊接工作原理
在MIG/MAG焊接过程中,焊丝(填充金属)触碰工件完成起弧。消耗的焊丝同时也是填充材料。
从喷嘴喷出的保护气体可保护电弧免受周围环境中的活性氧化物的影响。可以在焊接过程中阻隔氧气,防止电弧和熔池氧化。

适用于 MIG/MAG 焊的保护气
MAG 焊用于活性气体,例如纯 CO2 或不同比例(氩气、CO2和O2)的混合气体。这些都是高活性的气体。MAG工艺用于焊接非合金、低合金和高合金材料。
MIG 焊接使用惰性气体,即非活性气体,例如纯氩气、氦气或氩气和氦气的混合气体。该工艺适用于铝、铜、镁和钛等材料的焊接。
-

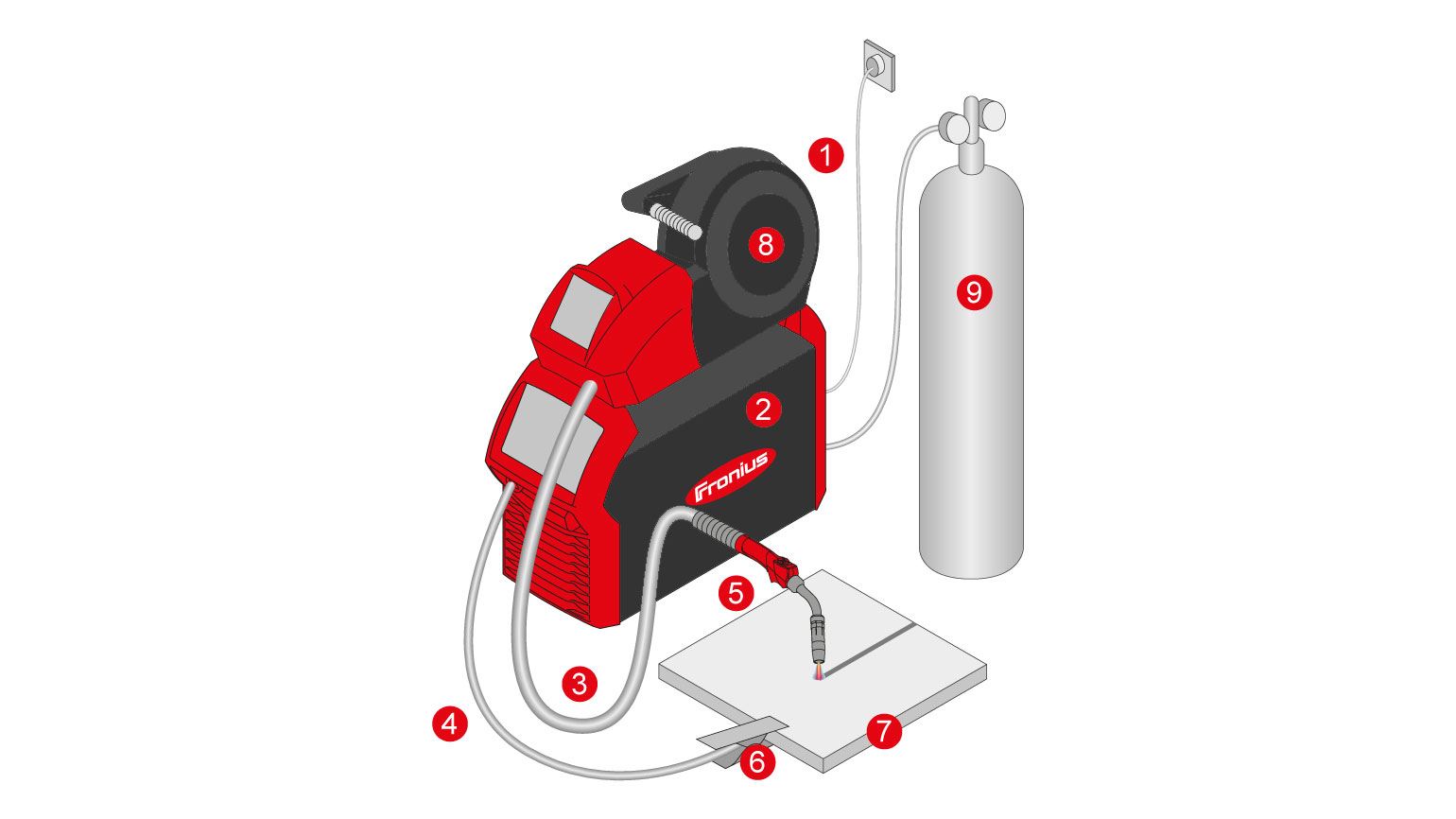
焊接系统组成
(1)电源线
(2)焊接电源
(3)枪缆
(4)地线
(5)焊枪
(6)地线夹
(7)工件
(8)填充金属
(9)保护气体
-

优势
/ 易于学习
/ 高焊接速度
/ 高熔敷率
/ 低填充金属成本
/ 非常适用于机械化(例如:底盘焊接)或机器人系统焊接应用
/ 易起弧

劣势
/ 在室外或通风良好的场所实施焊接作业时难以保证良好的气体保护效果
/ 对工件表面氧化程度和湿度敏感
-
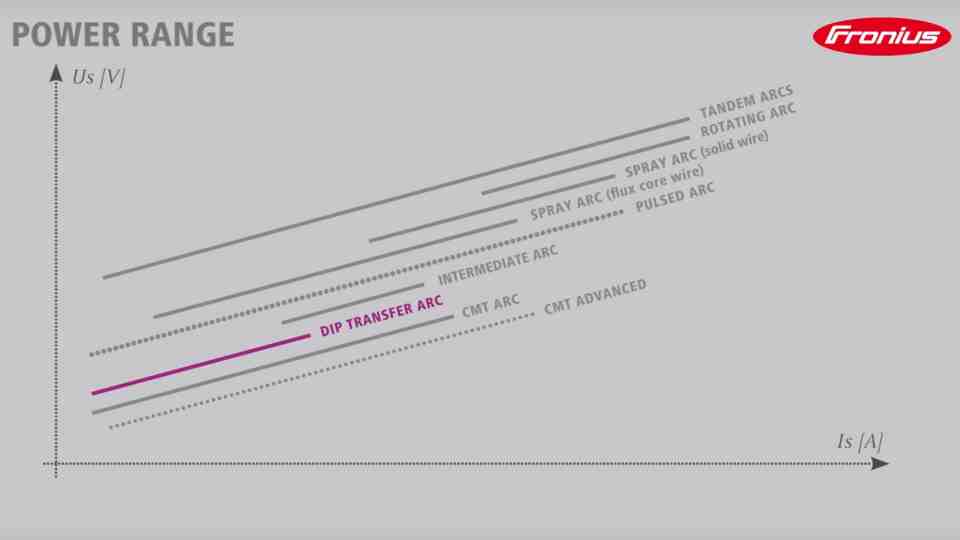
电弧类型
MIG/MAG 焊有许多不同的电弧类型。各类电弧的不同之处在于电流强度的差异。较小电流区间内的电弧多产生短路;较大电流区间则无短路。
短路过渡电弧
焊丝与工件间的轻微触碰即可产生电弧。该短路过程迅速产生大电流熔化焊丝并产生熔滴分离。短路之后,电弧重新点燃。短路电弧用于小电流区间的薄板焊接,可焊接几乎所有的焊缝位置。短路电弧也常用于打底焊。
颗粒过渡电弧
颗粒过渡电弧在介于短路和射流过渡之间不规则变化,这会导致更多的飞溅。由于不能有效地使用此电弧,因此应设法避免。
射流过渡电弧
射流过渡电弧在较高的电流区间内持续燃烧而不会产生短路,这意味着可实现高熔敷率。非常适合较厚板材的焊接。
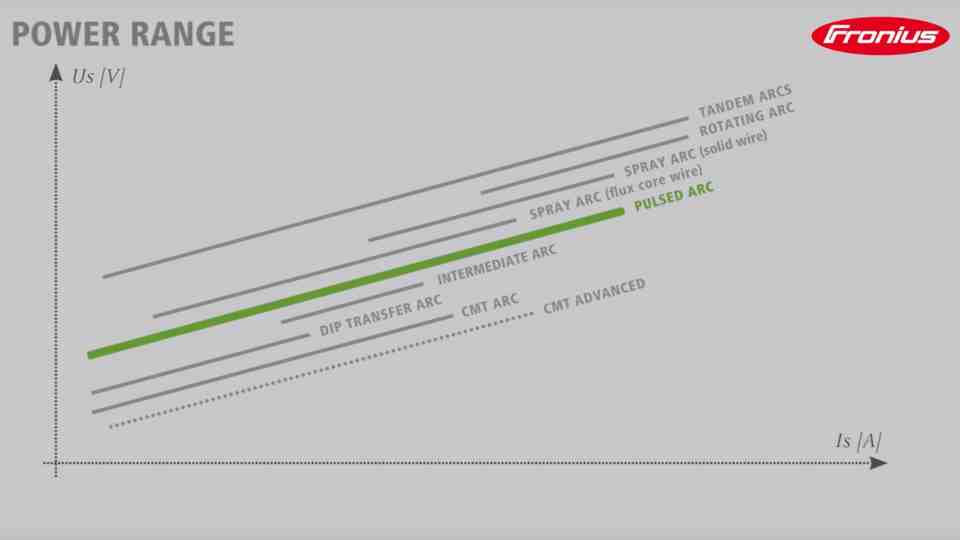
脉冲过渡电弧
脉冲过渡电弧由一段较低电流和无短路的较高脉冲电流段组成。在脉冲电流阶段,熔滴通过精准的脉冲电流控制有针对性地脱离焊丝。因此焊接过程中几乎不会产生飞溅。
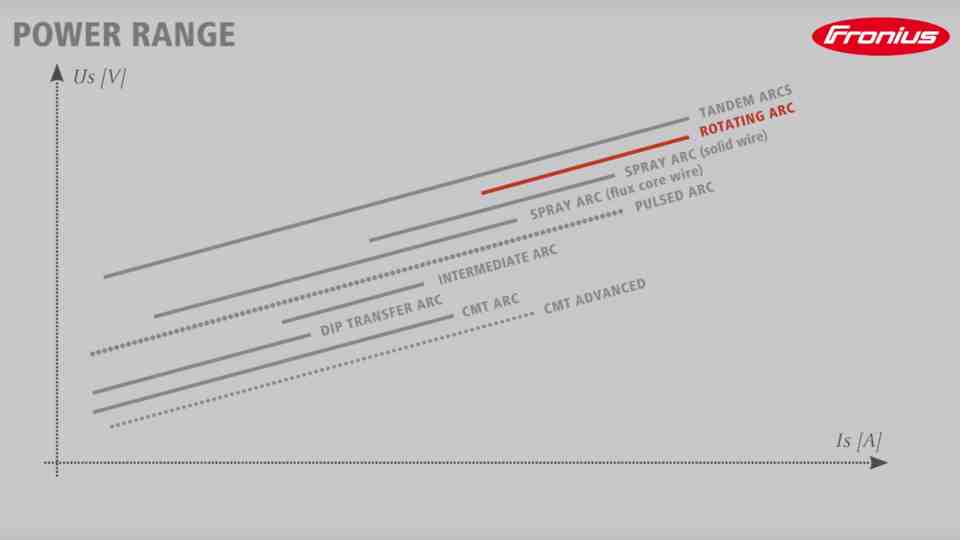
旋转过渡电弧
旋转电弧比射流电弧更强大,用于需要高熔敷率的厚板焊接。熔滴以旋转运动的方式过渡到熔池内。旋转电弧也称为高性能电弧。
组合电弧
组合电弧由短路电弧和脉冲电弧组成。脉冲电弧阶段产生所需的热输入量和熔深,短路电弧阶段冷却熔池并使其更易于控制。
-
-
-


-
您有什么焊接挑战吗?欢迎留言
Let's get connected.
-
-

伏能士焊接事业部


 ×
×伏能士智能设备(上海)有限公司
 86-21-26063200(焊接事业)
86-21-26063220(充电事业)
86-21-26063200(焊接事业)
86-21-26063220(充电事业)
 86-21-26063209
86-21-26063209
 www.fronius.cn (中国)
www.fronius.com (国际)
www.fronius.cn (中国)
www.fronius.com (国际)
 pw_sales_cn@fronius.com
pw_sales_cn@fronius.com
(事业部)
pw_tsn_cn@fronius.com
(技术部) 上海市宝山区富联二路177弄2号楼
上海市宝山区富联二路177弄2号楼



 收起
收起


























 MIG/MAG焊接系统
MIG/MAG焊接系统