
 下载
下载
 会员中心
会员中心
-


在线留言
发送您的问题或需求,我们将尽快与您取得联系!
×
-

焊条电弧焊
是什么?
简单,通用,高效
焊条电弧焊也称为手工电弧焊、手工焊条电弧焊、手工金属极电,通常是焊工培训学习的第一个焊接工艺。焊条电弧焊易于掌握,而且帮助理解焊接系统的工作原理和焊条燃烧与弧压的关系。
与MIG/MAG和TIG工艺相比,焊条焊接具有许多优点。原则上,几乎所有的材料都可以用电焊条焊接。该工艺主要用于钢铁和管道建设,但也用于金属行业和工业。手工电弧焊适用于任何类型的焊缝和位置,无论是涉及受限位置还是高空位置,立向上焊缝或是立向下。此外,焊工无需依赖保护气体,即使在风雨等恶劣天气条件下也能在室外工作。
-


手工电弧焊工作原理
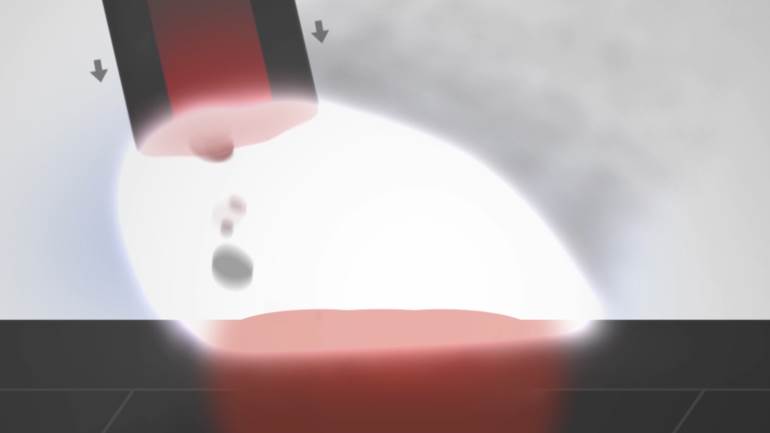
在焊接中,焊条和工件接触点燃电弧。这会在两极之间产生一瞬间的短路,这意味着有电流流过。电弧在工件和电极之间燃烧。这就产生焊接所需的熔化热。通过可消耗的焊芯和药皮,电焊条还提供保护渣和保护气。

手工电弧焊需要低电压和高电流。焊机将可用的公网电压转化为明显较低的焊接电压。并提供所需电流。焊机也可根据需要调节电流。
在手工电弧焊中,电流是影响焊接质量的最重要参数。因此,即使弧长发生变化,电流也必须尽可能保持恒定。为了确保这一点,用于焊条焊接的电源总是具有陡降特性。
-
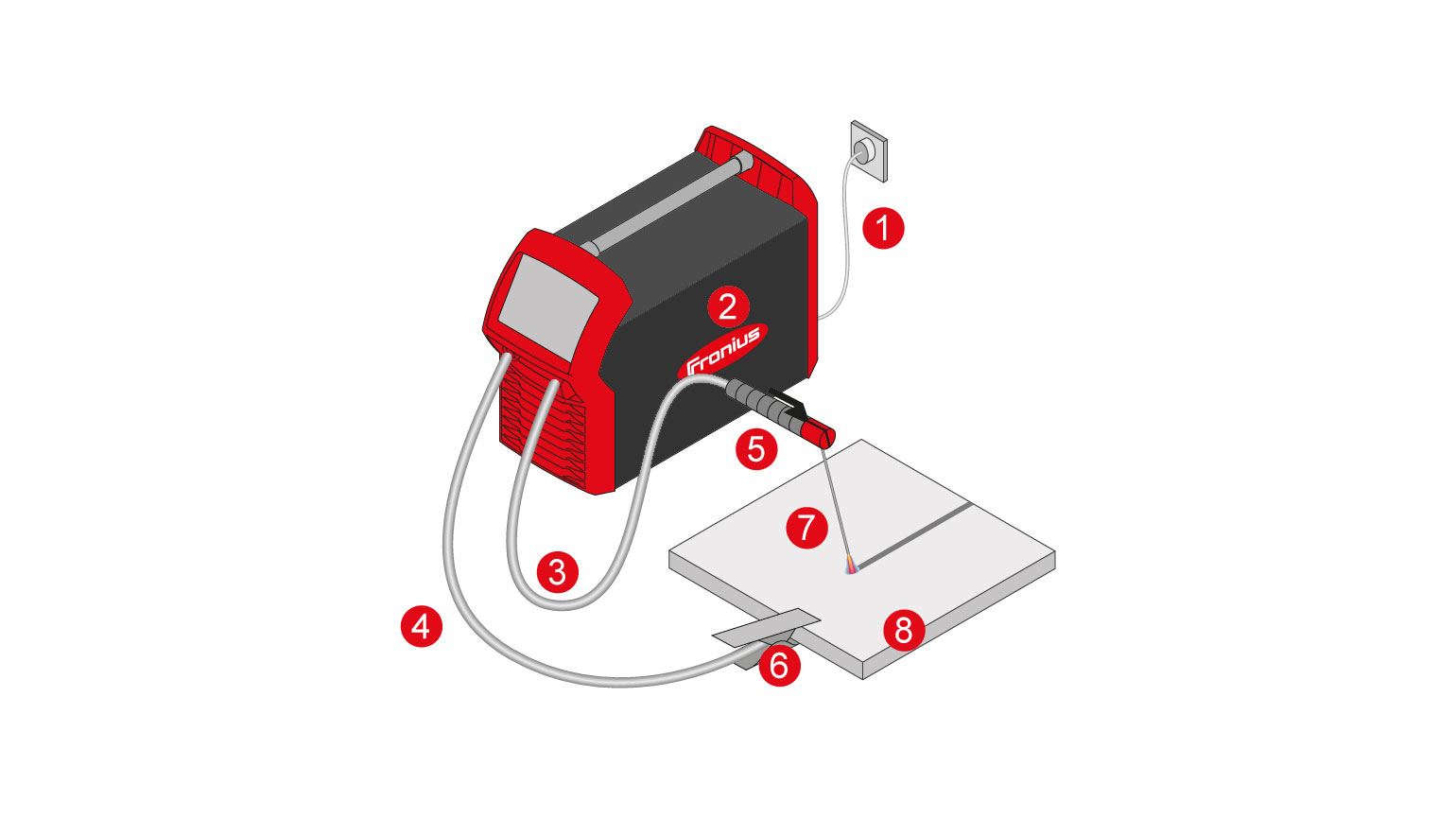
焊接系统结构
(1)电源线
(2)焊接电源
(3)焊接电缆线
(4)地线
(5)焊钳
(6)地线夹
(7)焊条
(8)工件
-

优势
/ 操作简便
/ 使用不受地点/地形限制
/ 易于掌握
/ 噪音低
/ 采购成本低
/ 焊渣形成对焊缝的保护
/ 对生锈、结垢或油脂不敏感
/ 几乎所有金属材料都可以焊接
/ 高焊缝质量和高机械性能

劣势
/ 焊接速度低
/ 焊接烟尘较多
/ 可能存在电弧偏吹
/ 不同板厚的焊接位置需使用不同直径的焊条
/ 焊条直径取决于板厚和焊接位置
/ 高设置时间和停机时间:标准封装焊条的重新烘烤
/ 参数设置和停机时间长:标准的封装焊条需重新预热,焊条安装,清楚焊渣及飞溅等
/ 无法机械化
-
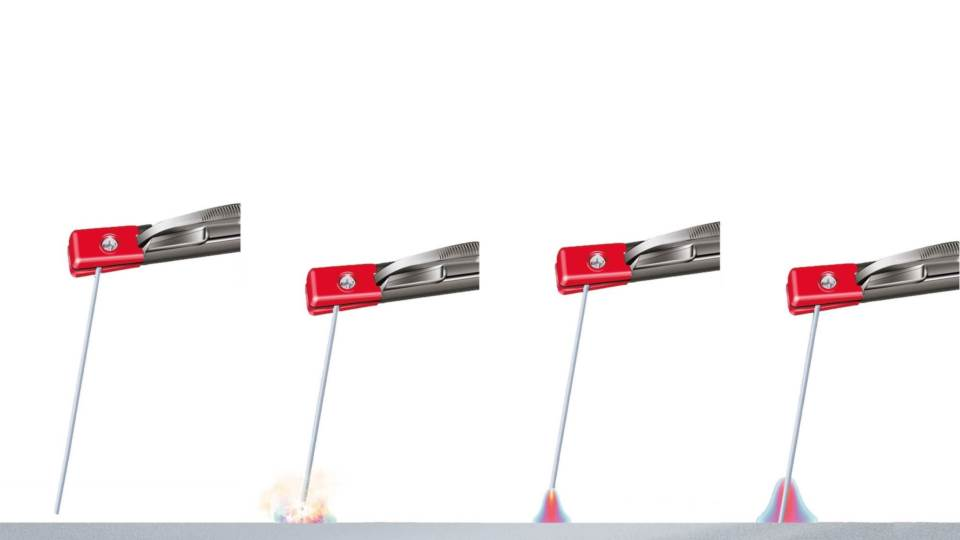
电弧如何产生?
为了产生电弧,电极和工件之间的电路必须断开。在手工电弧焊过程中,这是通过接触式引弧来实现的。焊工将焊条引导到工件上,这种接触和地线的连接形成一个闭合电路。抬高焊条杆会断开电路,产生短路,电弧开始燃烧。
-

焊条药皮的作用
/ 焊条端部的电离
/ 产生保护气
/ 形成焊渣
/ 稳定电弧
/ 控制氧化程度
/ 控制熔池中的合金化和脱合金过程
/ 影响焊缝冷却速度
/ 提高熔敷率(生产效率)
编号 焊条种类 特性和使用 A 药皮 弧稳定性高,熔池流动性强,仅在少数情况下使用 C 纤维素药皮 电弧强度高,渣少,熔池区域的熔合率高,焊接难度较大 R 金红石药皮 喷射过渡,焊接简单,焊缝平滑,搭桥能力弱 RR 厚金红石药皮 喷射过渡,焊接简单,焊缝平滑,搭桥能力弱 RC 金红石纤维素药皮 喷射过渡,焊接简单,焊缝平滑,搭桥能力弱 RA 金红石酸性药皮 喷射过渡,焊接简单,焊缝平滑,搭桥能力弱 RB 金红石碱性药皮 喷射过渡,焊接简单,焊缝平滑,搭桥能力弱 B 碱性药皮 适合高强度的连接,多种位置焊接,比钛型焊条焊接难度大 -
电焊的历史里程碑事件
-
 公元前3000年左右:钎焊和锻焊
公元前3000年左右:钎焊和锻焊在这一时期,金、银、铜通过热钎焊连接在一起,而锻焊则可以用可锻铸铁生产艺术品和武器。
-
 1782年:电弧技术的引入
1782年:电弧技术的引入成功地用人工电将一个主弹簧和一把刀融为一体。
-
 1802年:电弧放电
1802年:电弧放电来自圣彼得堡的Wassili Petrow教授研究了电弧放电的过程以及利用放电热熔化金属的可能性。
-
 1812年:电弧的潜在用途
1812年:电弧的潜在用途英国化学家和物理学家汉弗莱·戴维爵士研究了电弧的潜在用途及其在磁场中的偏转。
-
 1885年:碳-工件弧
1885年:碳-工件弧俄罗斯医师和机械工程师Nikolai Nikolajewitsch Bernados使用碳弧熔化金属。 一根额外的碳棒无需电流即可提供必要的连接(碳工件电弧)。
-
 1889年:碳-碳弧
1889年:碳-碳弧柏林的H.Zerener博士发明了一种通过电流或电弧加热和融化固体的装置。通过这种焊接工艺,电弧在两个碳电极(碳碳电弧)之间产生。
-
 1890年:金属-工件电弧
1890年:金属-工件电弧俄罗斯工程师Nicolai Gawrilowitsch Slawjanow进一步发展了Bernados的想法,并省去了额外的电极。 取而代之的是,他在工件和金属电极之间产生电弧,该电极也用作填充材料(金属工件电弧)。 电弧焊技术的最常见形式是从这种方法逐渐演变而来的。
-
 1907年:发明了带药皮的焊条
1907年:发明了带药皮的焊条Oscar Kjellberg获得德国帝国专利号231733“焊条和电焊工艺”,因此被认为是电焊条的发明者。这项发明代表了电弧焊接发展的另一个重要里程碑。焊条焊接至今在焊接技术中仍占有重要地位,在管道建设中也经常使用。
-
 1950年:第一款伏能士逆变焊机发布
1950年:第一款伏能士逆变焊机发布市场推出首台带磁轭控制的Fronius焊机,可实现焊接电流的多样化调节。
-
-


-
您有什么焊接挑战吗?欢迎留言
Let's get connected.
-
焊接维基

焊接知识维基百科
该项的目的是收集所有与焊接有关的术语,并分享给对焊接技术感兴趣的人。
-
-

伏能士焊接事业部




 ×
×伏能士智能设备(上海)有限公司
 86-21-26063200(焊接事业)
86-21-26063220(充电事业)
86-21-26063200(焊接事业)
86-21-26063220(充电事业)
 86-21-26063209
86-21-26063209
 www.fronius.cn (中国)
www.fronius.com (国际)
www.fronius.cn (中国)
www.fronius.com (国际)
 pw_sales_cn@fronius.com
pw_sales_cn@fronius.com
(事业部)
pw_tsn_cn@fronius.com
(技术部) 上海市宝山区富联二路177弄2号楼
上海市宝山区富联二路177弄2号楼



 收起
收起













 内部装配集成电池,可脱离电网焊接
内部装配集成电池,可脱离电网焊接

