
 下载
下载
 会员中心
会员中心
-


在线留言
发送您的问题或需求,我们将尽快与您取得联系!
×
-
TPS/I Twin Push
 收藏该产品
收藏该产品

TPS/i TWIN Push协同焊接系统确保很好的焊接效果
由两个TPS/i电源组成的协同焊接系统同时焊接确保很好的焊接稳定性。
在厚板长焊缝的应用中,TPS/I TWIN Push协同双丝焊接系统具有高熔敷、高焊接速度以及高质量焊缝等特点。



TPS/I Twin Push
协同焊接优势概览

稳定焊接工艺
通过双丝特性曲线,两个电弧形成配合默契
/ 引弧可靠
/ 高焊接稳定性
/ 焊接参数设置便捷
高熔敷率
焊接速度和焊缝强度都能看出熔敷率大小
/ 最高可达 30 kg/h
/ 更短焊接时间

高焊接速度
得益于高熔敷和高焊接速度
/ 更短焊接时间
/ 低热输入量
/ 因焊接无变形减少返工率

间隙搭桥能力
更大的熔池能够弥补工件公差
/ 更少工件处理时间
/ 很好焊接效果无惧工件公差
系统结构
TPS/i TWIN Push
TPS/I TWIN Push焊接系统——PMC协同双丝焊,由两个焊接电源和一把焊枪(内含两个相互绝缘的导电嘴)组成,系统组件间的默契配合达到很好的焊接效果。焊枪服务站和换枪站延长了易损件使用寿命的同时也缩短了换枪时间,在时间和金钱双面达到双节约的效果。
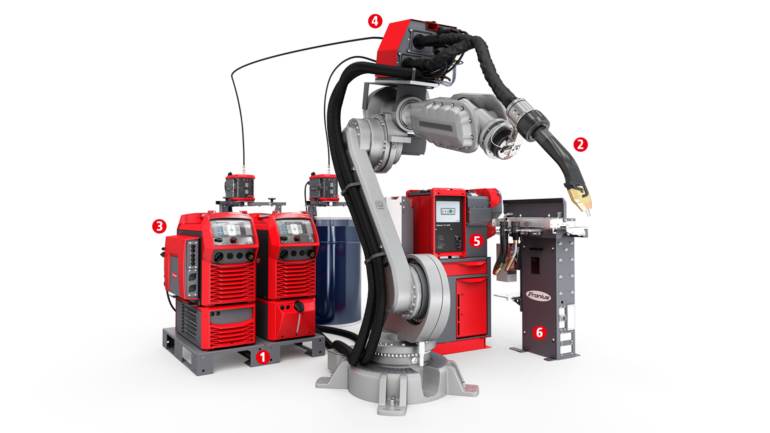
2*TPS/I (1)

/ 100%暂载率两个电源都可达500A焊接电流
/ 提供可靠的的焊缝跟踪信号,大幅减少机器人示教时间并降低返工可能性
双丝焊枪 (2)
水冷式气体喷嘴优化冷却效果
/ 延长易损件使用寿命
/ 飞溅附着力降低无需大量清洗
/ 减少停机时间

易损件更换迅速
/ 紧凑型结构设计
易损件更换迅速
/ 卡扣式连接使气体喷嘴更换更便捷
/ 无需工具辅助
导电嘴角度可调节
/ 根据实际应用可轻松调整导电嘴角度以满足需求
双丝控制器 (3)
/ 焊接工艺协同控制
/ 机器人操作面板适用于常见机器人
送丝机 (4)
/ 两个送丝机集成于同一装置内,增加灵活性
/ Less cleaning required due to reduced spatter adhesion
/ Less downtime

TSS/I 焊枪服务站 (5)
高效清枪
/ 为保障很高的焊接效果,可选择不同的清枪方式
/ 使用高压清枪(16 bar)方式进行气体喷嘴清理
/ 常规清枪方式亦可延长易损件使用寿命

TX/I 换枪站 (6)
自动化换枪
/ 面对焊接可达性问题时,双丝和单丝焊枪的转换需求显著提高
/ 焊枪自动更换(配备全新易损件)

PMC TWIN
作为TPS/I TWIN焊接系统的全新工艺——PMC TWIN,与“恒熔深”、“等弧长”功能相结合显著提高焊接稳定性。
“主弧”与“从弧”的默契配合时PMC TWIN工艺的焊接稳定性大体提高。
PMC双焊工艺具有熔透大、焊接速度快、热输入低的特点。这允许用户选择三种不同的特点,在修改脉冲和喷弧领域。建议对脉冲电弧使用通用特性。
优势
协同双丝
/ 无需额外调整,系统自动控制焊接参数
/ 更大工艺可操控性
/ 时间与金钱双节约

PMC TWIN PCS
喷射电弧
/ 铅产生穿透力
/ 小径把接缝填满了材料
/ 可以深层渗透
/ 适用于窄间隙应用

PMC TWIN 多弧
脉冲电弧
/ 优化了多焊接系统在一个焊接单元内的焊接特性
/ 所有特性的PMC TWIN可通用
优势
协同工作
/ 自动控制双参数,无需额外设置
/ 更大的窗口过程
/ 易于调试和操作
/ 节省时间和成本
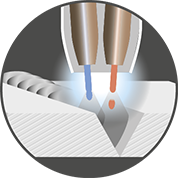
独立的送丝速度控制
根据电弧能量,“主弧”与“从弧”间的脉冲比能够自动调节。该功能使“主弧”与“从弧”的送丝速度差异更大。
/ 大熔深
/ 高焊接速度
/ 电弧稳定

Pulse ratio 1:2
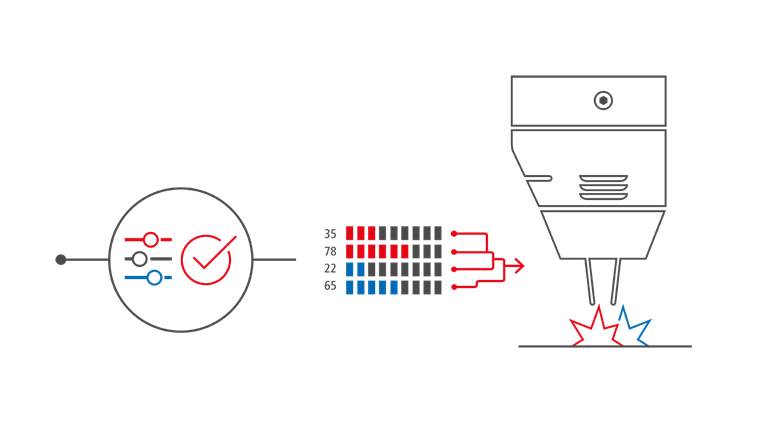
熔滴过渡量调节
TWIN特性曲线同时也决定了“主从弧”的熔滴过渡量的比例。若需要,也可手动调节。
/ 减少电弧间干扰
/ 减少磁偏吹影响
/ 高焊接速度
/ 优化焊缝质量及其成型
/ 稳定的焊接过程

Pulse shift 0%

Pulse shift 25%

Pulse shift 50%
Pulse shift 75%
同步引弧
为确保良好的起弧效果防止电弧偏转,“主弧”与“从弧”同步引弧,仅有极短暂的延迟。
/ 降低引弧失败率
/ 优化焊缝成型
/ 可重复的引弧效果
Ignition
-

伏能士焊接事业部


 ×
×伏能士智能设备(上海)有限公司
 86-21-26063200(焊接事业)
86-21-26063220(充电事业)
86-21-26063200(焊接事业)
86-21-26063220(充电事业)
 86-21-26063209
86-21-26063209
 www.fronius.cn (中国)
www.fronius.com (国际)
www.fronius.cn (中国)
www.fronius.com (国际)
 pw_sales_cn@fronius.com
pw_sales_cn@fronius.com
(事业部)
pw_tsn_cn@fronius.com
(技术部) 上海市宝山区富联二路177弄2号楼
上海市宝山区富联二路177弄2号楼



 收起
收起












 86-21-26063200
86-21-26063200
 pw_sales_cn@fronius.com
pw_sales_cn@fronius.com 



